Dvigubas įpurškimas

Trumpas aprašymas:
Dvigubas įpurškimas yra plastiko liejimo procesas, kurio metu į tą pačią įpurškimo mašiną vienu metu įpurškiami du formų rinkiniai, sudarantys vieną iš dviejų skirtingų plastikinių medžiagų dalį.
Dvigubas įpurškimas (taip pat vadinamas dvigubu liejimu, dviejų spalvų įpurškimu).
Dvigubas liejimas yra plastiko liejimo procesas, kurio metu į tą pačią įpurškimo mašiną vienu metu įpurškiami du formų rinkiniai, sudarantys vieną iš dviejų skirtingų plastikinių medžiagų dalį. Kartais šios dvi medžiagos yra skirtingų spalvų, kartais dvi skirtingo kietumo ir minkštumo medžiagos, todėl gaunamos reikiamos gaminio mechaninės savybės ir estetika.
Dvigubo įpurškimo plastiko formos ir dalių naudojimas
Plastikinės dalys, pagamintos dvigubo įpurškimo būdu, buvo plačiai naudojamos elektronikos gaminiuose, elektriniuose įrankiuose, medicinos gaminiuose, buitinėje technikoje, žaisluose ir beveik visuose kituose plastikiniuose laukuose. Taip pat sparčiai vystėsi dvispalvių formų gamyba ir liejimas, taip pat dvispalvių liejimo mašinų ir dviejų spalvų liejimo žaliavų tyrimai ir plėtra.
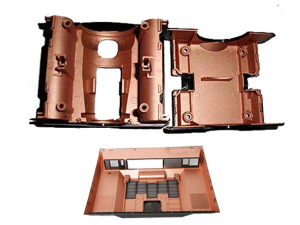
Rodyti dvigubo įpurškimo dalių atvejį
Naudojami du skirtingi plastikų tipai, o plastikiniai gaminiai, kuriuos galima aiškiai atskirti nuo dviejų tipų plastikų, vadinami dvigubo įpurškimo dalimis.
Koks yra dvigubo liejimo pranašumas?
Palyginti su tradiciniu liejimu, dvigubos medžiagos liejimo procesas turi šiuos privalumus:
1. Vidinis ir išorinis dalių sluoksniai priima skirtingas medžiagas, turinčias skirtingas charakteristikas, pavyzdžiui, tas, kurių vidinis sluoksnis yra gerai tvirtas, o išorinio paviršiaus spalvos ar grūdeliai, kad būtų užtikrintas visapusiškas našumas ir išvaizda.
2. Medžiagos minkštos ir kietos koordinacija: pagrindiniame detalės korpuse naudojamos kietos medžiagos, surinkimo derinimo paviršius, naudojant elastingą minkštą dervą (TPU, TPE), gali atlikti labai gerą produkto sandarinimo efektą, pavyzdžiui, vandeniui, dulkėms.
3. Atsižvelgiant į skirtingas naudojimo ypatybes, pavyzdžiui, sunkiųjų dalių paviršiaus sluoksnyje naudojama minkšta plastiko derva, detalės korpusas ar šerdis naudoja kietos plastiko dervą arba putotas plastikas gali sumažinti svorį.
4. Mažesnėms pagrindinėms medžiagoms galima naudoti išlaidas.
5. Pagrindinėms detalių medžiagoms gali būti naudojamos brangios ir ypatingos paviršiaus savybės, tokios kaip antielektromagnetiniai trukdžiai, didelis laidumas ir kitos medžiagos, siekiant padidinti gaminio našumą.
5. Dalių paviršius arba šerdis gali būti pagaminti iš brangių medžiagų, pasižyminčių ypatingomis savybėmis, tokiomis kaip antielektromagnetiniai trukdžiai, didelis laidumas ir kitos medžiagos, siekiant padidinti gaminio našumą.
6. Tinkamai sumaišius žievės ir šerdies medžiagas, galima sumažinti liekamąjį įtempį, padidinti dalių mechaninį stiprumą ar paviršiaus savybes.
7. Palyginti su perdirbimu, jis turi didelių kokybės, kainos ir produktyvumo pranašumų.
Dvigubo liejimo trūkumas
1. Būtina investuoti į dvigubo įpurškimo formavimo mašinos pirkimą.
2. Dvigubo įpurškimo formų derinimas reikalauja tikslumo: galinės formos turi tuos pačius reikalavimus. Keičiant gaminio dizainą, abi formos turi atlikti tuos pačius pakeitimus, kad užtikrintų tą patį. Tai padidina štampo priežiūros darbo krūvį.
3. Dvigubo įpurškimo liejimo mašina yra ta, kad dvi poros formų dalijasi tos pačios liejimo mašinos erdve ir galia, todėl negalima įpurkšti didelio masto gaminių.
Skirtumas tarp dvigubo įpurškimo ir perliejimo proceso
Dvigubas įpurškimas ir perliejimas yra antrinis liejimas, tačiau jie yra gana skirtingi.
1. Perdirbimo formos liejimo formos, taip pat žinomos kaip antrinis liejimas, yra atliekamos paprastomis liejimo staklėmis. Produktas formuojamas dviem etapais. Kai produktas pašalinamas iš vieno formų rinkinio, jis dedamas į kitą formų rinkinį, skirtą antram liejimui. Todėl formavimo procese naudojama įprasta liejimo mašina.
2. Dvigubas įpurškimas yra tas, kad į tą pačią liejimo mašiną įpurškiamos dviejų rūšių plastikinės medžiagos, kurios susidaro du kartus, tačiau produktas išleidžiamas tik vieną kartą. Paprastai toks liejimo procesas taip pat vadinamas dvigubos medžiagos liejimu, kurį paprastai užbaigia du formų rinkiniai ir kuriam reikalinga speciali dvigubo įpurškimo formavimo mašina.
3. Dvigubas liejimas yra nepertraukiamas gamybos būdas. Negalima išimti ir įdėti dalių per vidurį, taupomas laikas ir klaidos, kai dedamos dalys, labai sumažėja prastos gamybos lygis ir labai pagerėja produkto kokybė ir gamybos efektyvumas, palyginti su formavimo procesu.
4. Perdirbimo procesas yra tinkamas žemų kokybės reikalavimų ir nedidelių užsakymų gaminių liejimui. Apribotas dvigubo įpurškimo liejimo mašinos specifikacijomis, jis paprastai netinka didesnių dalių liejimui.
5. Dvi dvigubo įpurškimo formos priekinės formos turi būti vienodos, o kapsuliavimo formos neturi šio reikalavimo. Todėl dvigubų įpurškimo formų tikslumas ir kaina yra didesnė nei kapsuliuotų įpurškimo formų.
Dvigubo įpurškimo formavimo proceso patarimai:
1. Dvigubo įpurškimo liejimo procese yra keturi esminiai elementai: dvigubo įpurškimo liejimo mašina, dvigubo įpurškimo liejimo forma, tinkama plastikinė medžiaga ir pagrįstas dalių dizainas.
2. Dvigubo įpurškimo minkštos ir kietos gumos liejimas Medžiagų pasirinkimas dviejų spalvų liejimui turi būti tam tikras temperatūros skirtumas. Paprastai rekomenduojama, kad pirmosios įpurškiamos medžiagos lydymosi temperatūra būtų aukštesnė nei antrosios įpurškiamos medžiagos, o pirmosios įpurškimo medžiagos lydymosi temperatūra būtų aukštesnė nei antrosios įpurškiamos medžiagos.
3. Skaidrių ir neskaidrių medžiagų įpurškimo seka: pirmasis šūvis yra pagamintas iš neskaidrių medžiagų, o antrasis - iš skaidrių medžiagų. Pavyzdžiui, neskaidrios medžiagos paprastai yra kompiuteriai su aukšta medžiagos temperatūra, o antrai skaidriai medžiagai naudojami PMMA arba PC. Kompiuterį reikia apsaugoti purškiant UV spindulius. PMMA gali pasirinkti UV spindulius arba kietėjimą. Jei ant paviršiaus yra simbolių, jis turi pasirinkti UV.
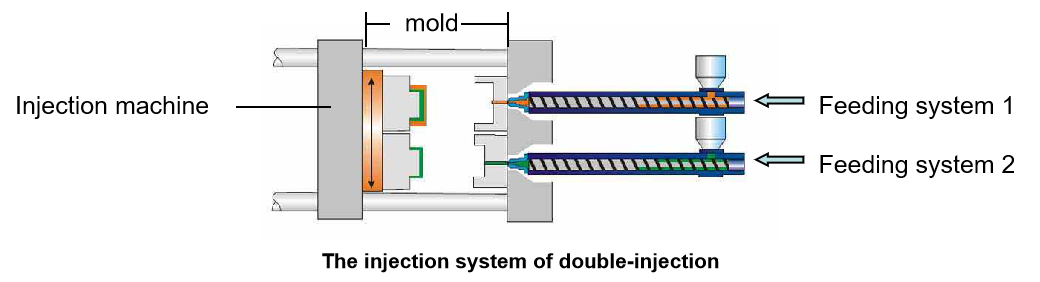
Kas yra dvigubo įpurškimo liejimo mašina?
Liejimo mašina su dviem statinėmis ir įpurškimo sistema bei pelėsių padėties keitimo mechanizmu vadinama dvigubo įpurškimo formavimo mašina, kuri naudojama dviejų spalvų liejimui. Liejimo mašinos paprastai yra dviejų tipų: lygiagrečios liejimo mašinos su įpurškimo varžtu ir vertikalios liejimo mašinos su įpurškimo varžtu.

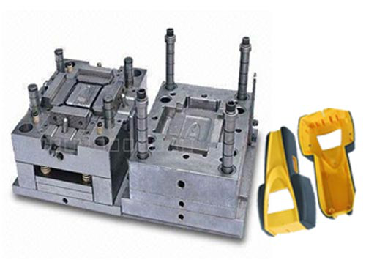
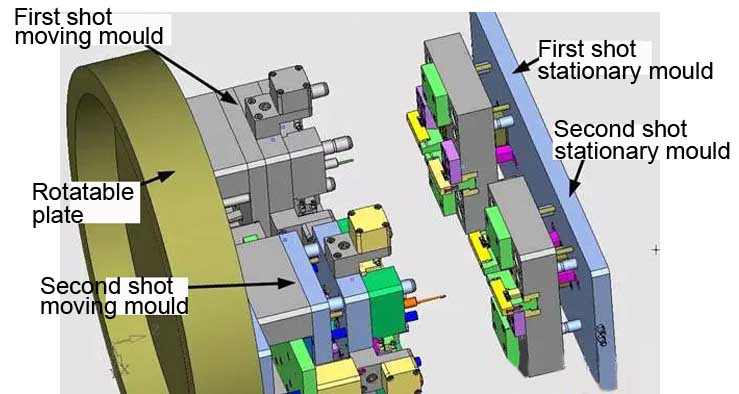
Kas yra dvigubos injekcijos pelėsiai?
Forma, kuri nuosekliai įpurškia dviejų rūšių plastiką ir gamina dviejų spalvų gaminius, vadinama dviejų spalvų pelėsiais. Dviejų spalvų įpurškimo formos paprastai yra du formų rinkiniai vienai daliai, atitinkamai atitinkamai pirmajam ir antrajam šūviui. Abiejų štampų galinis šerdis (vyriškas štampas) yra tas pats, bet priekinis štampas (moteriška) yra skirtingas.
Norint normaliai gaminti, dvigubo įpurškimo formos turi būti sumontuotos ant dvigubo įpurškimo formų.
Dvigubo įpurškimo formų dizaino patarimai
1. Pelėsio šerdis ir ertmė
Dvigubo įpurškimo formos formavimo dalis iš esmės yra tokia pati kaip ir bendro įpurškimo formos. Skirtumas yra tas, kad įpurškimo formos perforatorius dviem padėtimis turėtų būti laikomas vienodu, o įgaubtas pelėsis turėtų gerai bendradarbiauti su dviem perforatoriais. Paprastai tokios plastikinės dalys yra mažesnės.
DVIGUBOS INJEKCIJOS PELĖ
2. Išmetimo mechanizmas
Kadangi dviejų spalvų plastikines dalis galima išardyti tik po antros injekcijos, pirminio įpurškimo įtaiso išardymo mechanizmas neveiks. Horizontaliai besisukančiai įpurškimo mašinai išstumti galima naudoti įpurškimo mašinos išstūmimo mechanizmą. Vertikaliai besisukančiai įpurškimo mašinai negalima naudoti įpurškimo mašinos išstūmimo mechanizmo. Hidraulinį išstūmimo išstūmimo išstūmimo mechanizmą galima nustatyti ant sukamojo stalo.
3. Vartų sistema
Kadangi tai dvigubo įpurškimo liejimas, vartų sistema yra padalinta į vieną įpurškimo sistemą ir antrinę įpurškimo sistemą, kurios yra atitinkamai iš dviejų liejimo įtaisų.
4, pelėsių pagrindų nuoseklumas Kadangi dvigubo įpurškimo formavimo metodas yra ypatingas, jis turi bendradarbiauti ir derintis tarpusavyje, todėl dviejų porų presavimo kreipiamųjų įtaisų dydis ir tikslumas turėtų būti nuoseklūs. Horizontaliai besisukančioms liejimo formoms formų uždarymo aukštis turi būti vienodas, o dviejų formų centras turi būti tuo pačiu besisukančiu spinduliu, o skirtumas yra 180. Vertikaliai besisukančiai liejimo formai - dvi poros formų turėtų būti vienoje ašyje.
Dvigubo įpurškimo formavimas
Iš daugiaspalvio liejimo ir dviejų medžiagų bendro liejimo savybių ir taikymo matyti, kad ateityje bus tendencija palaipsniui pakeisti tradicinį liejimo procesą. Inovatyvi liejimo technologija ne tik pagerina liejimo proceso tikslumą, bet ir atveria liejimo proceso lauką. Naujoviškos išmetimo įrangos ir procesų pakanka, kad būtų patenkinta didėjanti įvairiausių, aukštos kokybės ir aukštos pridėtinės vertės produktų paklausa.
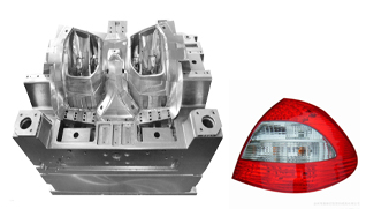
„Mestech“ siūlo dvigubą įpurškimą automobilių dėklams, rankinės įrangos korpusams, garsiakalbių korpusams, klavišų mygtukams, rankenoms ir kitiems dviejų spalvų ar dviejų medžiagų gaminiams. Prašome susisiekti su mumis, jei reikia.