Apdirbtos dalys


Trumpas aprašymas:
Apdirbtos dalysyra pagrindiniai įvairių mechaninių įtaisų ir įrangos komponentai. Joje naudojama įranga ir procesas integruoja aukščiausią dabartinį mašinų projektavimo, medžiagų, lydymo, mašinų, elektronikos, pramonės valdymo ir kitų sričių lygį.
Tobulėjant technologijoms, tikslios dalys ir apdirbimas vaidina vis svarbesnį vaidmenį šiuolaikinėje pramoninėje gamyboje. MESTECH jau daugelį metų klientams teikia tikslią metalinių ir nemetalinių dalių apdirbimą.
Koks yra tiksliųjų metalinių dalių vaidmuo šiuolaikinėje pramonėje?
Staklės yra „Pramoninė motininė mašina“ . Beveik visa mechaninės įrangos gamyba yra neatsiejama nuo mechaninio apdirbimo. Nuolat tobulinant technologijas ir įrangą, kyla didžiulė paklausa tiksliųjų dalių, tokių kaip aviacija, aviacija, automobilis, medicina, dirbtinis intelektas ir mikroschemų gamyba, kurios visos neatsiejamos nuo tiksliųjų dalių palaikymo. Kaip pasiekti aukšto efektyvumo ir nebrangų tiksliųjų detalių gamybą, priklauso mašinų gamybos pramonei.
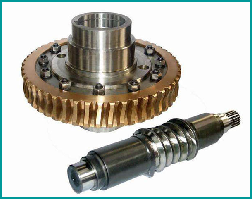
Plieninis pagrindas
Sliekinė pavara

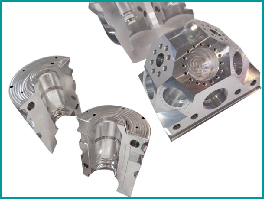
Didelio tikslumo dalys

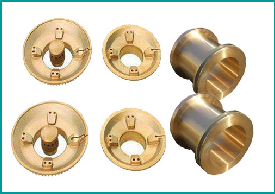
Žalvario dalys
Kiek rūšių apdirbimo procesą žinote?
Tikslus apdirbimas yra ruošinio dydžio ar eksploatacinių savybių pakeitimo procesas apdorojimo staklėmis. Pagal apdorojamo ruošinio temperatūros būseną jį galima suskirstyti į šaltą, karštą ir specialų apdorojimą. Paprastai jis apdorojamas kambario temperatūroje ir nesukelia cheminių ar fizinių ruošinio pokyčių. Tai vadinama šaltuoju apdorojimu. Apdorojimas normalioje ar žemesnėje temperatūroje sukels cheminius ar fizinius ruošinio pokyčius, kurie vadinami terminiu apdorojimu. Pagal apdorojimo būdų skirtumą šaltąjį apdorojimą galima suskirstyti į pjaustymą ir slėgio apdorojimą. Karštas darbas yra įprastas terminis apdorojimas, kalimas, liejimas ir suvirinimas. Tikslus pjovimas dažnai yra galutinė apdirbimo grandis, siekiant užtikrinti detalių tikslumą, taip pat tai yra sąsaja su didžiausiu darbo krūviu, kuriai tenka daugiau nei 60% mechaninių dalių apdirbimo.
Kas yra tikslus mechaninis pjovimas?
Mechaninis pjovimas yra pagrindinis mechaninio apdirbimo būdas, nurodant medžiagų pašalinimo procesą tiksliai apdirbant.
Tikslus mechaninis pjovimas yra tam tikra perdirbimo mašina, turinti didelį tikslumą. Yra du pagrindiniai tikslių detalių apdirbimo būdai:
(1) Vienas iš jų yra labai tikslių staklių naudojimas, norint apdoroti labai tikslias dalis, tokias kaip koordinačių gręžimo staklės, srieginė šlifuoklė, sliekų malūnėlis, krumpliaračių šlifuoklis, optinis šlifuoklis, labai tikslus išorinis šlifuoklis, labai tikslus viryklės šlifuoklis, aukštas - tiksliosios srieginės tekinimo staklės ir kt. Šios staklės yra labai tikslios specialiosios staklės, specialiai naudojamos tam tikro tipo detalėms, tokioms kaip pavaros, turbinos, sraigtai, pjovimo įrankiai, didelio tikslumo transmisijos velenas ir variklio dėžė, apdoroti, Šios staklės yra labai efektyvios ir tikslios specialios paskirties apdirbimui.
(2) Antrasis - naudoti klaidų kompensavimo technologiją, siekiant pagerinti dalių apdorojimo tikslumą. Pagrindinės eksponentinio valdymo staklės yra CNC frezavimo staklės, CNC tekinimo staklės, CNC šlifuokliai, CNC gręžimo ir frezavimo staklės bei sudėtinis apdirbimo centras.
CNC staklės paprastai yra bendrosios paskirties staklės, nes naudojamos kompiuterių programavimo technologijos, jos gali būti iš anksto užprogramuotos kompiuteriniame modeliavimo apdorojime ir derinime, turi gerą suderinamumą ir pritaikomumą, tinka sudėtingai formai, detalių įvairovei apdoroti. CNC staklės yra brangios, tačiau jomis galima apdoroti automatizuotai, jų apdorojimo tikslumas ir gamybos efektyvumas yra geras.
Kaip pasirinkti tinkamą apdorojimo įrangą?
Tobulėjant kompiuterio valdymo technologijai, vis daugiau staklių integruojamos į CNC sistemą, kad būtų galima realizuoti apdorojimo automatizavimą, išvengti rankinio valdymo klaidų ir pagerinti apdorojimo tikslumą ir stabilumą. Todėl CNC staklės yra plačiai naudojamos tiksliųjų detalių gamybos srityje.
(1) CNC apdorojimo metalinio veleno tikslumas yra didelis, stabilus apdorojimo kokybė;
(2) Jis gali atlikti kelių koordinačių ryšį ir apdoroti netvarkingų formų dalis.
(3) Kai pakeičiamos smulkios aparatinės įrangos CNC dalys, reikia pakeisti tik NC programą, kad būtų sutaupytas gamybos paruošimo laikas.
(4) Pats staklės turi didelį tikslumą ir tvirtumą, todėl gali pasirinkti naudingą apdorojimo kiekį, o išvesties greitis yra didelis (paprastai 3–5 kartus didesnis nei bendrosios staklės).
(5) staklės yra labai automatizuotos ir gali sumažinti darbo jėgą.
CNC smulkus apdorojimas naudojant trumpus pjovimo įrankius yra pagrindinis smulkių aparatūros dalių bruožas. Trumpos pjovimo staklės gali žymiai sumažinti įrankio nuokrypį ir tada pasiekti puikią paviršiaus kokybę, išvengti perdirbimo, sumažinti suvirinimo strypų naudojimą ir sutrumpinti EDM apdorojimo laiką. Svarstant penkių ašių apdirbimą, reikia atsižvelgti į penkių ašių apdirbimo formos panaudojimo principą: visą ruošinio apdirbimą užbaigti kuo trumpesne pjovimo medžiaga, bet taip pat sumažinti programavimo, tvirtinimo ir apdorojimo laiką norint gauti tobulesnę paviršiaus kokybę.
Kaip sukurti pagrįstą apdorojimo technologiją?
(1) Apdorojimo etapas. Norint nutraukti didžiąją kiekvieno apdorojimo paviršiaus apdorojimo normą ir nustatyti tikslų etaloną, svarbiausia atsižvelgti į tai, kad kiek įmanoma padidintumėte produktyvumą.
(2) Pusiau apdailos etapas. Pašalinkite galimus trūkumus po grubaus apdorojimo, pasiruoškite išvaizdos apdailai, reikalaukite pasiekti reikiamą apdirbimo tikslumą, užtikrinkite tinkamą apdailos normą ir kartu baigkite antrinio paviršiaus apdirbimą.
(3) Baigiamasis etapas. Šiame etape parenkamas didelis pjovimo greitis, mažas padavimas ir pjovimo gylis, kad būtų pašalinta ankstesnio proceso metu likusi apdailos norma, kad detalių išvaizda atitiktų techninius brėžinių reikalavimus.
(4) Itin smulkus apdirbimo etapas. Jis daugiausia naudojamas paviršiaus šiurkštumui sumažinti arba apdorojimo išvaizdai sustiprinti. Jis daugiausia naudojamas paviršiaus apdirbimui, kai reikalingi aukšti paviršiaus šiurkštumo reikalavimai (ra <0,32 um).
(5) Itin smulkus perdirbimo etapas. Apdirbimo tikslumas yra 0,1–0,01 mikrono, o paviršiaus šiurkštumo vertė RA yra mažesnė nei 0,001 mikrono. Pagrindiniai apdirbimo būdai yra šie: smulkus pjovimas, šlifavimas veidrodžiu, smulkus šlifavimas ir poliravimas.
Kaip pasirinkti ruošiniui tinkamą medžiagą?
Tikslus apdirbimas, ne visos žaliavos gali norėti atlikti tikslų apdorojimą, kai kurios žaliavos yra per kietos, viršijančios perdirbimo mašinos dalių kietumą, gali sugriūti mašinos dalys, todėl šios žaliavos nėra tinkamos tiksliam mechaniniam apdorojimui, nebent jis pagamintas iš unikalių žaliavų arba pjaunamas lazeriu.
Precizinio apdirbimo žaliavas galima suskirstyti į dvi kategorijas: metalo žaliavas ir nemetalines žaliavas.
Kalbant apie metalo žaliavas, rūdijančio plieno kietumas yra didesnis, po to - ketaus, paskui vario ir minkštesnio aliuminio.
Keramikos ir plastiko apdirbimas priklauso nemetalinių žaliavų perdirbimui.
1. Visų pirma, dalys turi turėti tam tikrą kietumą. Kai kuriais atvejais, tuo didesnis ruošinio medžiagos kietumas, tuo geriau. Tai apsiriboja tik apdirbtų dalių kietumo reikalavimais. Apdorotos medžiagos negali būti per kietos. Jei jie yra kietesni už apdirbtas dalis, jų negalima apdirbti.
2. Antra, medžiaga yra vidutinio kietumo ir minkštumo. Bent vienas kietumo lygis yra mažesnis nei mašinos dalių. Tuo pačiu metu tai priklauso nuo apdorojamų įrenginių funkcijos ir teisingo medžiagų dalių parinkimo.
Trumpai tariant, vis dar yra tam tikrų medžiagų kokybės reikalavimų, susijusių su tiksliu apdirbimu, ne visos medžiagos yra tinkamos perdirbti, pavyzdžiui, minkštos ar kietos žaliavos, pirmoji perdirbti nėra būtina, o antroji negali apdoroti.
„Mestech“ teikia klientams tiksliųjų metalinių detalių gamybą ir apdirbimą. Jei jums reikia daugiau informacijos, susisiekite su mumis.




